
咨詢熱線
021-69990789
| 牌号 | GB | AWS | 産品名稱 |
|---|---|---|---|
| S301【1070】 | SAl1070 | - | S301純鋁焊絲ER1070焊絲 |
| S311【4043】 | SAl4043 | ER4043 | S311鋁矽焊絲ER4043焊絲 |
| 4047【4047】 | SAl4047 | ER4047 | ER4047鋁矽焊絲 |
| S321【3103】 | SAl3103 | - | S321鋁錳焊絲ER3103焊絲 |
| S331【5356】 | SAl5356 | ER5356 | S331鋁鎂焊絲ER5356焊絲 |
| 5183【5183】 | SAl5183 | ER5183 | ER5183鋁鎂焊絲 |
| 5556【5556】 | SAl5556 | ER5556 | ER5556鋁鎂焊絲 |
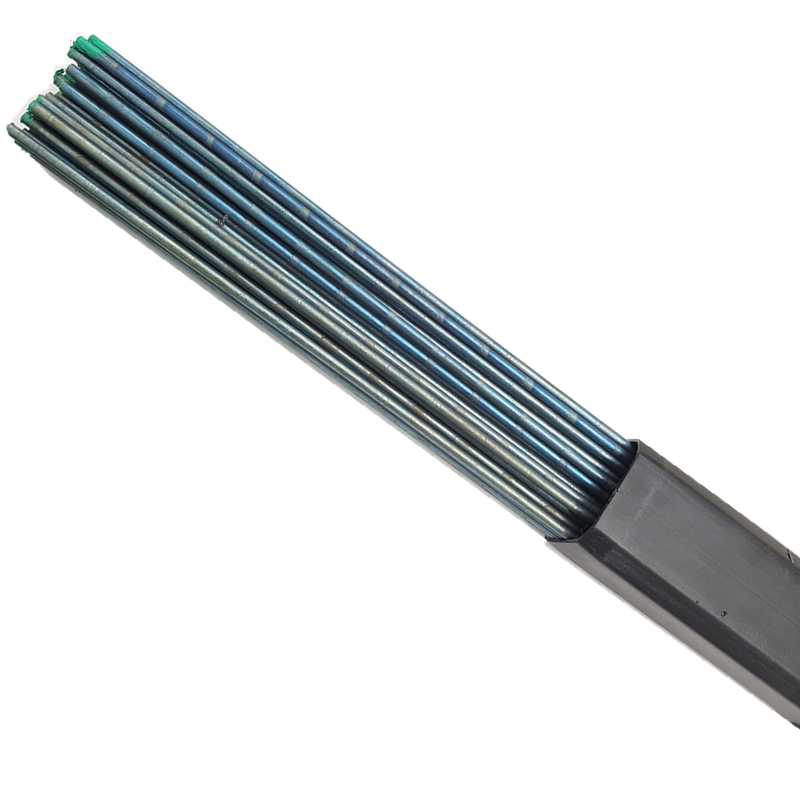
鋁及鋁合金焊絲廣泛應用于鋁合金氩弧焊及氣焊作填充材料。 焊絲 的(de)選擇要根據母材的(de)種類, 對接頭抗裂性能、 力學(xué)性能及耐蝕性能等方 面的(de)要求綜合考慮。 一(yī)般情況下, 焊接鋁及鋁合金都采用與母材成分相 同或相近牌号的(de)焊絲, 這樣可(kě)以獲得較好的(de)耐蝕性, 但焊接熱裂紋傾向 大的(de)熱處理(lǐ)強化鋁合金時, 選擇焊絲則主要從解決抗裂性入手, 這時焊 絲的(de)成分就與母材差别很大。
鋁及鋁合金焊絲可(kě)用熔化極氩弧焊(MIG焊) 、 鎢極氩弧焊(TIG 焊) 、 氣焊及等離(lí)子(zǐ)弧焊等方法施焊。
氩弧焊是焊接鋁及鋁合金較完善的(de)方法。 由于氩氣的(de)保護作用和(hé)氩 離(lí)子(zǐ)對氧化膜的(de)陰極破碎作用, 氩弧焊可(kě)以不用焊劑, 這就避免了焊後 殘渣對接頭的(de)腐蝕。 此外, 焊接時氩氣流對焊接區的(de)沖刷, 使接頭顯著 冷卻, 從而改善了接頭的(de)組織和(hé)性能。 但是由于不用焊劑, 焊前清理(lǐ)要 求比其它方法嚴格。 氩弧焊可(kě)采用鎢極或熔化極, 手工或自(zì)動(半自(zì) 動) 。 方法選擇是根據工件結構大小或生産條件而決定。 薄闆結構一(yī)般 用鎢極手工氩弧焊, 而厚闆就用熔化極氩弧焊。 鎢極手工氩弧焊時, 一(yī) 般采用交流電源, 而熔化極氩弧焊時采用直流反接。
推薦焊接規範:
鎢極氩弧焊(TIG焊)
| 闆厚或 角焊縫 尺寸 mm | 縫 型 | 鎢極 直徑 mm | 焊絲 直徑 mm | 噴嘴尺寸 (內(nèi)徑) mm | 保護氣 體流量 L/min | 焊接電流 (交流) A | 焊道(dào)數 | 每條焊道(dào) 焊速 cm/min |
| 1.2 | I形坡口和(hé)角焊縫 | 1.6 | 1.6 | 6-10 | 9.4 | 40-60 | 1 | 36-46 |
| 1.6 | I形坡口和(hé) 角焊縫 | 2.4 | 2.4 | 8-10 | 9.4 | 70-90 | 1 | 18-30 |
| 2.4 | I形坡口和(hé) 角焊縫 | 2.4 | 2.4 | 8-10 | 9.4 | 95-15 | 1 | 24-30 |
| 3 | I形坡口和(hé) 角焊縫 | 3 | 3 | 10 | 9.4 | 120-140 | 1 | 23-30 |
| 5 | 角焊縫 | 4 | 4 | 11-12.7 | 11.8 | 160-200 | 1 | 23-30 |
| 5 | V形坡口 | 4 | 4 | 11-12.7 | 11.8 | 160-180 | 2 | 24-30 |
| 6 | 角焊縫 | 5 | 5 | 11-12.7 | 14 | 230-250 | 1 | 18-28 |
| 6 | V形坡口 | 5 | 5 | 11-12.7 | 14 | 200-220 | 2 | 18-28 |
| 10 | V形坡口 | 5 | 5 | 12.7 | 16.5 | 250-310 | 2-3 | 23-28 |
| 12 | V形或U形 坡口 | 6 | 6 | 16 | 16.5 | 400-470 | 3-4 | 15 |
熔化極氩弧焊(MIG焊)
| 闆厚或 角焊縫 尺寸 mm | 縫 型 | 焊絲 直徑 mm | 電流(直 流反接) A | 電壓 V | 送絲速度 cm/min | 氣體流量 L/min | 焊道(dào)數 | 每條焊 道(dào)焊速 cm/min |
| 1、 2 | I形坡口對 接,角焊 | 0.8 | 50 | 12-14 | 680-780 | 14 | 1 | 42-60 |
| 2 | I形坡口和(hé) 角焊 | 0.8 | 55-60 | 12-14 | 750-810 | 14 | 1 | 42-60 |
| 2 | I形坡口和(hé) 角焊 | 1.2 | 110-125 | 19-21 | 444-468 | 14 | 1 | 48-66 |
| 2、 4 | I形坡口和(hé) 角焊 | 0.8 | 90-100 | 14-18 | 840-942 | 14 | 1 | 60-90 |
| 3、 2 | 角焊 | 0.8 | 110-125 | 19-22 | 1044-1170 | 14 | 1 | 48-60 |
| 3 | I形坡口 | 1.2 | 110-125 | 20-24 | 444-480 | 19 | 1 | 48-60 |
| 5 | I形坡口和(hé) 角焊 | 1.2 | 160-195 | 20-24 | 546-570 | 19 | 1 | 48-66 |
| 6 | 角焊 | 1.2 | 160-195 | 20-24 | 546-570 | 19 | 1 | 48-66 |
| 6 | V形坡口 | 1.6 | 175-225 | 22-26 | 378-498 | 19 | 3 | 48-66 |
| 10 | V形坡口 和(hé)角焊 | 1.6 | 200-300 | 22-26 | 432-696 | 19 | 2-5 | 66-78 |
| 12 | V形坡口 和(hé)角焊 | 1.6 | 220-230 | 22-27 | 498-522 | 19 | 3-8 | 30-48 |
| 12 | X形坡口 | 2.4 | 320-340 | 22-29 | 354-384 | 21 | 2-5 | 36-42 |
| 20 | X形坡口 | 1.6 | 255-275 | 22-27 | 582-636 | 24 | 4-10 | 18-48 |
| 20 | X形坡口 | 2.4 | 355-375 | 22-29 | 360-408 | 24 | 4-10 | 12-42 |
| 25 | X形坡口 | 1.6 | 255-290 | 22-27 | 582-672 | 24 | 4-14 | 18-48 |
| 25 | X形坡口 | 2.4 | 405-425 | 22-27 | 444-456 | 24 | 4-8 | 18-30 |
氧-乙炔氣焊是一(yī)種比較簡單, 靈活的(de)焊接方法, 設備也簡單, 适 用于薄闆和(hé)小零件焊接, 但其熱量分散、 生産率較低(dī), 變形大、 接頭軟 化嚴重。 氣焊時應采用中性焰或輕微碳化焰, 用氧化焰會使熔池氧化嚴 重, 而乙炔過多會促使焊縫産生氣孔。 薄闆焊接時最好采用左向焊法, 以防止過熱燒穿。 因為(wèi)鋁在高(gāo)溫時色澤不變, 施焊時可(kě)在起焊處, 用焊 絲不斷地(dì)試探性地(dì)撥動加熱處的(de)金屬表面, 當感到加熱處已帶粘性, 并 且沾有焊劑的(de)焊絲端頭掉下的(de)熔滴與加熱金屬能熔合在一(yī)起時, 說明該 處也達熔化溫度, 可(kě)立即進行焊接。 也可(kě)看被焊處表面的(de)氧化膜若微微 起皺, 這時便達熔化溫度, 即可(kě)施焊。 鋁及鋁合金氣焊時必須使用焊 劑, 焊劑可(kě)用水調成膏狀, 焊時塗在焊件表面或沾在焊絲上。
供應規格
| 直條焊絲(mm) | 1.6, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0 | 5kg/包 |
| 盤裝焊絲(mm) | 0.8, 1.0, 1.2, 1.6, 2.0, 2.4 | 10kg/盤 |




 上海鐵森
上海鐵森